我们说下除菌过滤器冗余的问题。事实上,部分企业确实是有采用双级冗余除菌过滤器的,但更多的还是采用单级过滤器的方式。在一个有着完善质量体系的药厂或研究机构看来,做出的判断和对策一定是基于风险评估的。对于供应的空气、氧气、氮气、二氧化碳来说,在连接到生物反应器进气口之前,如果已经经过了除油、除尘和去湿,那在保证滤芯完整性的前提下(避免背压、避免培养基反串),一级过滤器已经可以满足除菌的要求了。相反,如果对滤芯的品质、预处理单元的效果以及控制系统有顾虑,那设置冗余除菌过滤器还是可以非常好的降低风险。同样的道理,如果预处理效果比较好,就不用担心会有水膜产生,进气过滤器就不需要电加热器,因为电加热会带来另外一个问题——气体加热,会导致细胞“中暑”。
其次,关于防止培养基反串的措施,单向阀无疑是一个非常具有性价比的措施。但是单向阀的选型非常重要。因为这个单向阀安装在过滤器出口、气泡发生器的入口,所以需要保证无菌,一是结构的无菌,二是在SIP之后要能够保证蒸汽冷凝水的自排净。如果做不到这两点,不但起不到保护过滤器的作用,还会带来新的污染点。此外,也可以通过合理的管道阀门设计配合自动系统,保证在任何情况下,包括但不限于急停、气源压力不足等异常情况,阀门能够及时切断,保证培养基不会反串至过滤器中。
排气装置的组成
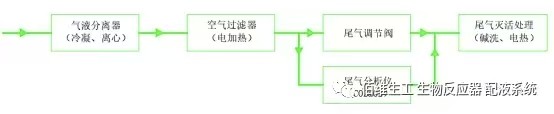
下面,就带着大家一起看下个中乾坤~
气液分离器
气液分离器可以说是非常成熟的一个产品!
但是我们在生物反应器使用过程中,还是经常会发现培养液流失、滤芯被堵的情况,这是什么情况呢??
首先我们来看下工业上用的气液分离器和普通发酵罐上用的分离器有什么区别?
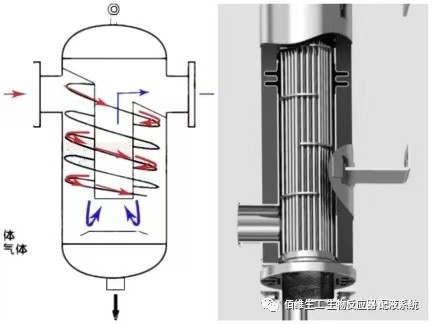
上图是一般工业上用的分离器的结构图,右图是生物反应器上用的气体冷凝器的图片。
左边的气液分离器原理是设置扰流管,通过螺旋离心分离的方式将尾气中夹杂的液态水截留,排出去的就是相对干燥的气体。
而列管式冷凝器,是通过将水汽冷凝的方式,使小颗粒的液体水沉降,最终流回到生物反应器内。
通过两种对比我们可以发现,第一种方式更高效,但是第二种方式更洁净。
气液分离出来的液体最终是需要回流到生物反应器内的,所以该分离器需要实现CIP/SIP,故分离器的结构需要保证冷媒的隔离,需要保证能够完全清洁无死角。从这个角度来说列管式换热器,尤其是双管板列管式换热器绝对是最洁净的方式,但是直通的列管式的意味着气流的停留时间过短,很难能够保证分离彻底,所以就出现了上文说的滤芯被堵的情况。
现在一些比较优秀的生物反应器的供应商,已经开始将两者结合,在保证洁净卫生的情况下,设置合理的扰流板或扰流管,既保证了洁净卫生,又能实现非常好的分离效果,尽可能的延长滤芯堵塞的周期。此部分内容,后续佰小维会推出专门的专题来介绍这个产品,这里因为篇幅原因就不展开来说。
除菌过滤器
气体除菌过滤本身佰小维觉得没有需要太多需要讨论的地方,但是用在了尾气排放管道上就有了需要注意的地方。
即使前面已经有了一道保护,但是依然不可避免会在疏水性滤芯表面形成水膜,导致滤芯通量下降甚至堵塞。
保证滤芯干燥,在一个发酵周期内滤芯不堵塞是最起码的要求。
设置电加热护套是一种简单而有效的措施。通过电加热来保障滤芯的干燥,从而延长水膜形成的周期。
设置排气旁路亦是非常行之有效的手段。通过设置并联的两组除菌过滤器,一个工作,一个“保养”待用,辅以合理的自动化控制策略,可以保证长时间培养(灌流)的排气的通畅。
此外,排气过滤器的设计还有个容易被忽略的地方——独立SIP。我们通常会在排气过滤器上下游设置必要的压力检测装置,通过压差判断滤芯的完整性,如果发现滤芯有损,有了独立SIP,我们可以实现在培养过程中对受损的滤芯进行更换。
尾气调节阀
生物反应器的罐压控制,应该是生物反应器里面最简单的PID控制,这里就不展开详细描述了。
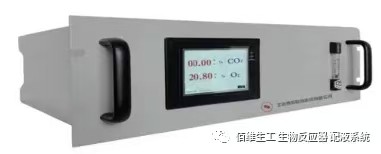
尾气分析仪
发酵尾气中的组分的变化可以真实反映生物反应器内的发酵过程和物质变化情况。细胞呼吸和代谢会产生CO2,所以,CO2的浓度是重要的生长指标。
在对数生长期,CO2的释放在一定条件下与细胞量成正比关系。检测尾气中的CO2的含量是检测细胞生长情况的有效手段。
对于好氧发酵来说,无论是基质的氧化、细胞的生长还是产物的代谢,都需要消耗大量的氧气,所以检测尾气中的氧气的含量也成为了检测细胞生长状况的手段之一。
这里,就引出了三项指标:OUR、CER、RQ
OUR : 摄氧率----(Oxygen Uptake Rate,OUR)是指单位时间、单位体积发酵液细胞消耗的氧。OUR 取决于菌体浓度,与发酵液的营养成分、溶解氧水平、 菌体的生长速率以及碳源的种类和浓度等因素有关。
CER : CO2释放速率---CO2释 放 率 (Carbon-dioxide Escape Rate ,CER)是指单位时间 、单位体积发酵液细胞释放的CO2量。
RQ :呼吸商,是生物体在同一时间内,释放二氧化碳与吸收氧气的体积之比或摩尔数之比


Fai:标准状态下的进气流量,m³/h
V:发酵液体积,m³
0.0224:标准状态下1mol气体的体积,m³/mol
20.34%:进气氧气浓度
79.02%:进气惰性气体浓度
0.03%:进气中二氧化碳浓度
C1:排出气体中二氧化碳浓度,%
C2:排出气体中氧气浓度,%
C3:发酵液中氧气浓度,mol/m³
C4:发酵液中二氧化碳的浓度,mol/ m³
Fb:补料速度:m³/h
进气的浓度我们可以从各种气体的MFC反馈值换算出来,发酵液中的DO值通过传感器可以检测出来,我们需要做的就是检测尾气中CO2和O2的浓度。
在线尾气分析仪,就是从排放的尾气中采样分析,分析过程中对发酵本身无任何影响,故不需要进行CIP/SIP。
现在市面上有比较多种类的气体分析仪,这里我们列举两种比较常见的O2和CO2检测手段:顺磁法测氧气浓度,红外分析测CO2浓度
★ 顺磁法
任何物质,在外界磁场的作用下,都会被磁化,呈现出一定的磁特性。
物质在外磁场中被磁化,其本身会产生一个附加磁场,附加磁场与外磁场方向相同,该物质被吸引,表现为顺磁性;方向相反,该物质被排斥,表现为逆磁性。
气体介质处于磁场也会被磁化,而且根据气体的不同也分别表现出顺磁性或逆磁性。如O2、NO、NO2等是顺磁性气体,H2、N2、CO2、CH4等是逆磁性气体。
体积磁化率——任何物质,在外界磁场的作用下,都会被磁化,不同物质受磁化的程度不同,可以用磁化强度M来表示。
M=k*H
M——磁化强度;
H——外磁场强度;
K——物质的体积磁化率;
K的物理意义是指在单位磁场作用下,单位体积的物质的磁化强度。磁化率为正(k>0)称为顺磁性物质,它们在外磁场中被吸引;k<0则称为逆磁性物质,它在外磁场中被排斥;k值愈大,则受吸引和排斥的力愈大
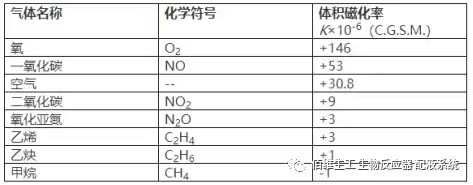
从表中我们可以看到,氧是顺磁性物质,其体积磁化率要比其他气体的体积磁化率大的多。
顺磁式氧分析仪是根据氧气的体积磁化率比一般气体高得多,在磁场中具有极高的顺磁特性的原理制成的一种测量气体中含氧量的分析仪器。
★ NDIR非分光红外法
这里先引入一个定律——Beer-Lambert 定律比尔-朗伯特定律 (又称Beer law, Lambert-Beer law. Beer-Lambert-Bonguer law)是光通过物质时被吸收的定律。它适用于所有电磁辐射和所有吸光物质。包括气体,固体,液体,分子,原子和离子。比尔-朗伯特定律是吸光光度法,比色分析法和光电比色法的定量基础。
光的吸收特性波长与被测气体的分子结构密切相关,即每种气体都有它自己的特征吸收峰。
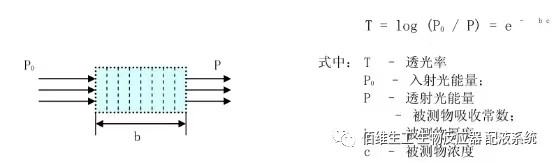
基于NDIR的CO2检测仪,包括了非分光红外发生器、红外光线被导入一个封闭的金属腔内,腔内充如含CO2的气体,特定波长的红外光被CO2吸收后,该特定波长的红外检测管将吸收后的能量测出,特征吸收强度与浓度成正比,以此来测出CO2的浓度。
而如果采用NDIR的方式检测CO2的浓度,需要保证进气的质量,如温度、干燥度等,避免对设备造成损伤,同时需要控制进气的速度。
尾气处理装置
生物反应器的尾气中通常带有活性物质或者甲烷等异味气体,所以需要经过处理才能够排放。在商业化生产上,通常会设置专门的尾气处理塔(碱洗喷淋塔)对尾气进行灭活处理。而在中试车间或者实验室阶段,我们通常没有这个条件,所以这里佰小维推荐两种简单的方式。
★ 电热焚烧

通过电加热将尾气瞬时升温到280℃以上,借此可以杀灭绝大多数的活性物质。优点是结构简单,不产生三废,缺点是耗电、需要定期维护。
★ 碱液浸泡&喷淋法

通过一定浓度的碱液对尾气进行灭活处理。这个装置通常包括了洗气塔、加药泵、循环泵、气液分离器、气泡发生器、喷淋装置等组成,可以保证气体能够跟碱液实现尽可能多的接触面积和足够长的接触时间,以实现碱液灭活的目的。